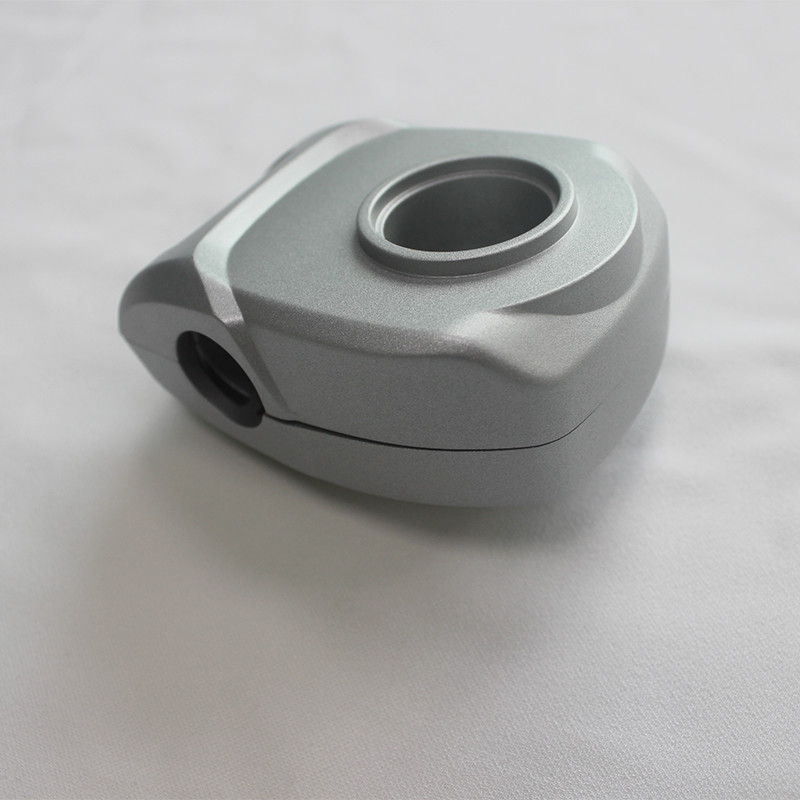
Περίφραξη ρίψεων κύβων κραμάτων αργιλίου με επεξεργασία επιφάνειας ζωγραφικής την ασημένια
Γρήγορη λεπτομέρεια
| Πρώτη ύλη |
ADC12 |
| Υπηρεσία συνήθειας |
Ναι, υπηρεσία OEM/ODM |
| Ποιοτικό σύστημα |
ISO9001: 2015 |
| Τεχνολογία επεξεργασίας |
Κύβος casting/CNC/Paiting |
| Επεξεργασία επιφάνειας |
Χρωματίζοντας ασήμι |
| Τρόπος συσκευασίας |
Η συσκευασία φουσκαλών ή η ειδική συσκευασία εσείς θα ήθελε |
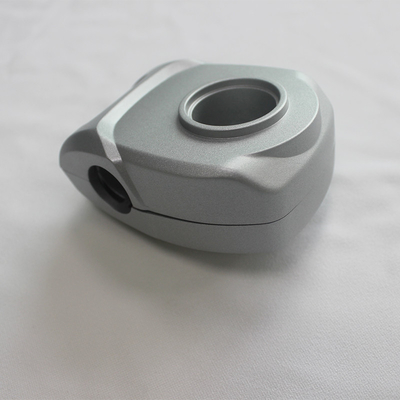
| Σενάριο εφαρμογής |
Ηλεκτρονική κατοικία εξοπλισμού |
| Αίτημα MOQ |
100/500/1000 |
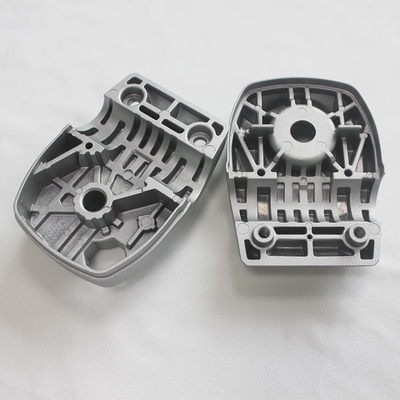
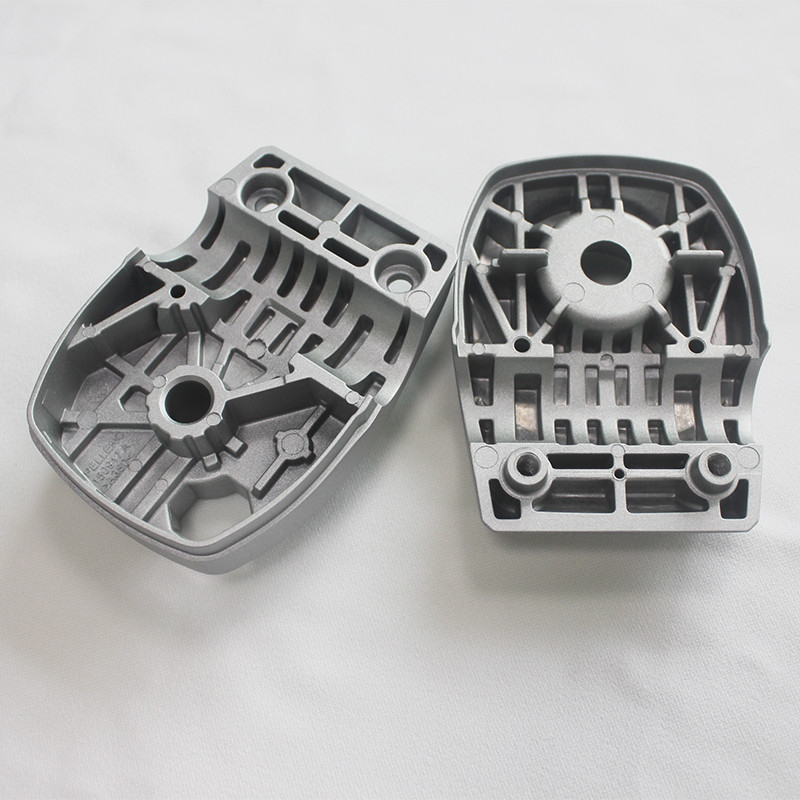
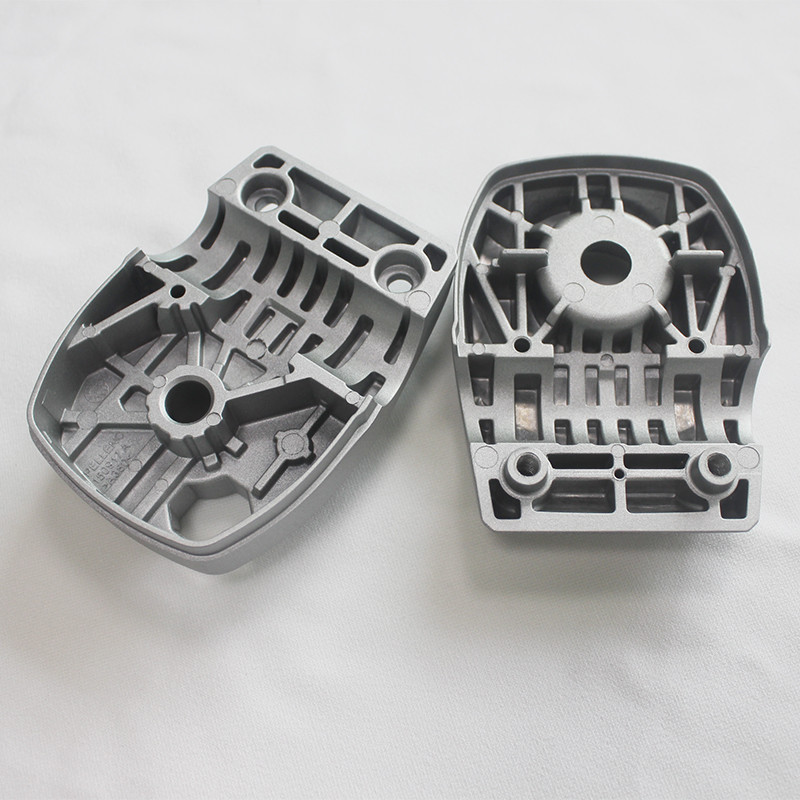
Περιγραφή
Αυτό είναι μια περίφραξη ρίψεων κύβων κραμάτων αργιλίου
η ρίψη κύβων είναι μια διαδικασία ρίψης μετάλλων που χαρακτηρίζεται από αναγκάζω το λειωμένο μέταλλο κάτω από την υψηλή πίεση σε μια κοιλότητα φορμών. Η κοιλότητα φορμών δημιουργείται χρησιμοποιώντας δύο κύβους χάλυβα εργαλείων που έχουν επεξεργαστεί στη μηχανή στη μορφή και την εργασία ομοίως σε μια φόρμα εγχύσεων κατά τη διάρκεια της διαδικασίας. Οι περισσότερες ρίψεις κύβων γίνονται από τα μη σιδηρούχα μέταλλα, συγκεκριμένα ψευδάργυρος, χαλκός, αλουμίνιο, μαγνήσιο, μόλυβδος, πηούτερ, και κασσίτερος-βασισμένα στον κράματα. Ανάλογα με τον τύπο του ρίψης του μετάλλου, μια καυτή ή μηχανή κρύος-αιθουσών χρησιμοποιείται.
Σημείωση
Πλεονεκτήματα της ρίψης κύβων
1. Η αποδοτικότητα παραγωγής είναι υψηλή, και η διαδικασία παραγωγής είναι εύκολο να πραγματοποιηθεί τη μηχανοποίηση και την αυτοματοποίηση. Γενικά, η κρύα μηχανή ρίψεων κύβων αιθουσών υπολογίζει κατά μέσο όρο 50 έως 90 φορές ανά ώρα, ενώ η καυτή μηχανή ρίψεων κύβων αιθουσών υπολογίζει κατά μέσο όρο 400 έως 900 φορές ανά ώρα, έτσι η αποδοτικότητα παραγωγής είναι υψηλή.
2. Τα Die-casting μέρη έχουν την υψηλή διαστατική ακρίβεια και την υψηλή ποιότητα επιφάνειας. Ο γενικός βαθμός ανοχής ρίψεων κύβων είναι IT13~IT15 σε GB/T 1800-2009, και η υψηλότερη ακρίβεια μπορεί να φθάσει σε IT10~W 1 1. Η τραχύτητα επιφάνειας είναι 3.2~1.6 κάδος μ, και η τοπική τραχύτητα μπορεί να φθάσει σε 0,8 κάδο μ. Λόγω της υψηλής διαστατικής ακρίβειας και της υψηλής ποιότητας επιφάνειας των die-casting μερών, τα λιγότερο απαιτητικά die-casting μέρη μπορούν να χρησιμοποιηθούν άμεσα, αποφεύγοντας την κατεργασία ή χρησιμοποιώντας τη λιγότερη κατεργασία, η οποία βελτιώνει το ποσοστό χρησιμοποίησης του κράματος και κερδίζει πολλές δαπάνες κατεργασίας.
3. Οι μηχανικές ιδιότητες των ρίψεων κύβων είναι σχετικά υψηλές. Το λειωμένο μέταλλο δροσίζει γρήγορα στη die-casting φόρμα και κρυσταλλώνει υπό πίεση. Επομένως, το στρώμα κοντά στην επιφάνεια του die-casting μέρους έχει τα λεπτότερα σιτάρια και την πυκνή δομή. Και η δύναμη και η σκληρότητα είναι υψηλές.
4. Μπορεί die-cast τα σύνθετα με λεπτούς τοίχους μέρη. 3mm. Τα Die-casting μέρη μπορούν να έχουν τις σύνθετες μορφές μερών, ενώ το πάχος τοίχων των μερών μπορεί να είναι μικρότερο, το ελάχιστο πάχος τοίχων των die-casting μερών κραμάτων αργιλίου είναι 0.5mm, και το ελάχιστο πάχος τοίχων των die-casting μερών κραμάτων ψευδάργυρου μπορεί να φθάσει σε 0.3mm.
5. Τα μέρη άλλων υλικών μπορούν να ενσωματωθούν στη ρίψη κύβων. Κατά αυτόν τον τρόπο, τα πολύτιμα υλικά και οι δαπάνες επεξεργασίας μπορούν να κερδηθούν, και τα μέρη με τις σύνθετες μορφές μπορούν να ληφθούν, και η απόδοση των μερών μπορεί να βελτιωθεί, και ο φόρτος εργασίας συνελεύσεων μπορεί να μειωθεί.


 Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!
Το μήνυμά σας πρέπει να αποτελείται από 20-3.000 χαρακτήρες!